エンドミル
| No.19 | 機械 | MC(オークマMCV-AII) | |
|---|---|---|---|
| 被削材 | A5052 | ||
| 加工内容 | 自動車部品の加工 | ||
| 工具 | φ18超硬エンドミル V=6000 rpm 切り込み 2 mm 送り 1000 m/min |
||
| 従来使用油剤 | エマルジョン | ||
| 選定油剤 | ME-10N | ||
| 問題点 | 工具寿命が良くない。 | ||
| 結果 | 面が良くなった。工具寿命延長。 | ||
| No.18 | 機械 | 縦形MC(マキノフライス MCC2013) | |
| 被削材 | SCM440(生) | ||
| 加工内容 | 自動車用金形部品の加工 | ||
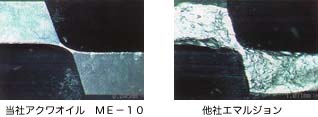
| 工具 | φ16超硬ボールエンドミル 【回転数】 K社エマルジョン・・・2800rpm アクワオイルME-10・・・6500rpm 【切り込み】0.2mm 【送り】 K社エマルジョン・・・750mm/min アクワオイルME-10・・・2500mm/min |
||
| 従来使用油剤 | エマルジョン | ||
| 選定油剤 | ME-10 | ||
| 問題点 | 加工能率を上げたい。 | ||
| 結果 | 切削速度8倍、工具寿命が5倍、仕上げ面精度は比較にならないほど良くなった。 | ||
一定時間加工後の工具摩耗状態(先端部) |
|||
| No.17 | 機械 | 縦形MC(マキノフライス) | |
| 被削材 | S43C(焼) | ||
| 加工内容 | 自動車用部品の加工 | ||
| 工具 | φ25ハイスラフィングエンドミル V=27m/min 切り込み 0.05~0.08 mm/刃 送り30 mm/min |
||
| 従来使用油剤 | ソリュブル | ||
| 選定油剤 | ME-10 | ||
| 問題点 | 工具寿命が悪い。 | ||
| 結果 | 仕上げ面精度が良くなり、工具寿命が約1.5倍に延長した。 | ||
| No.16 | 機械 | MC(森精機 MV-5000) | |
| 被削材 | A7075 | ||
| 加工内容 | 航空機部品の切削 | ||
| 工具 | φ10ハイスラフィングエンドミル 回転数 5000 rpm 送り 200 mm/min 切り込み幅 10 mm 深さ16 mm |
||
| 従来使用油剤 | 油性 | ||
| 選定油剤 | ME-10S | ||
| 問題点 | 火災の心配、発煙。 | ||
| 結果 | 仕上げ面良好、溶着無し。 油と同等の切削性。 | ||
| No.15 | 機械 | MC(森精機 MV-5000) | |
| 被削材 | 銅 | ||
| 加工内容 | 航空機部品の切削 | ||
| 工具 | φ7超硬エンドミル 回転数 5000 rpm 送り 150 mm/min 切り込み幅 7mm 深さ 10 mm |
||
| 従来使用油剤 | 油性 | ||
| 選定油剤 | ME-10S | ||
| 問題点 | 火災の心配、発煙。 | ||
| 結果 | ムシレ、溶着無し。油と同等の切削性。 | ||
| No.14 | 機械 | MC(マキノV55) | |
| 被削材 | NAK80(生) SCM415(生) | ||
| 加工内容 | 金形加工 | ||
| 工具 | エンドミル V=20m/min 切り込み 1.0~1.8mm 送り 0.2mm/rev |
||
| 従来使用油剤 | エマルジョン | ||
| 選定油剤 | ME-10 | ||
| 問題点 | 切削性が悪い。 | ||
| 結果 | 工具寿命が1.5倍延長した。 | ||
| No.13 | 機械 | MC(オークマ) | |
| 被削材 | S50C(生) | ||
| 加工内容 | 金形加工 | ||
| 工具 | φ12超硬エンドミル 800rpm |
||
| 従来使用油剤 | 油性 | ||
| 選定油剤 | ME-10 | ||
| 問題点 | 発煙、発火の心配。 | ||
| 結果 | 油性と切削性、工具寿命が同等であった。 | ||
| No.12 | 機械 | MC(オークマ) | |
| 被削材 | SKD、SS、S50C(生・焼) | ||
| 加工内容 | 金形加工 | ||
| 工具 | ドリル、エンドミル、ボーリング、リーマ | ||
| 従来使用油剤 | 油性 | ||
| 選定油剤 | ME-10 | ||
| 問題点 | 発煙、発火の心配。 | ||
| 結果 | 問題解消。 | ||
| No.11 | 機械 | 縦形MC(オークマMC-40VB) | |
| 被削材 | ハステロイ | ||
| 加工内容 | ハステロイの溝入れ | ||
| 工具 | φ3.3ハイスエンドミル 回転数 1500 rpm 取り代 0.7 mm 切り込み 0.23 mm/min 送り 80 mm/min |
||
| 従来使用油剤 | クリアタイプ | ||
| 選定油剤 | AF-10 | ||
| 問題点 | 工具寿命が悪い。 | ||
| 結果 | 工具寿命が2倍に延長し、大幅にコストダウン。 | ||
| No.10 | 機械 | 縦形MC(OKK MCV460) | |
| 被削材 | インコネルX-750 | ||
| 加工内容 | インコネルのエンドミル加工 | ||
| 工具 | φ20ハイスラフィングエンドミル 回転数 200 rpm 送りF=10 |
||
| 従来使用油剤 | クリアタイプ | ||
| 選定油剤 | AF-10 | ||
| 問題点 | ベトツキ | ||
| 結果 | 従来の問題を解消。工具寿命が1.3倍に延長し、コストダウン。 | ||
| No.9 | 機械 | 縦形MC(三井精機 VS-A) |  |
| 被削材 | SKS-3 (生) SKD-11(生) | ||
| 加工内容 | ゲージ部品の平削り | ||
| 工具 | φ16~25ハイスエンドミル 周速 35m/min 切り込み 0.1mm 送り 30 mm/min |
||
| 従来使用油剤 | 塩素系エマルジョン | ||
| 選定油剤 | AF-10 | ||
| 問題点 | 塩素系であること。 | ||
| 結果 | 塩素フリー。工具寿命が2倍に延長、その他性能も良好。 | ||
| No.8 | 機械 | 縦形MC | |
| 被削材 | A5056 | ||
| 加工内容 | アルミのエンドミル加工(油性から水溶性へ) | ||
| 工具 | φ5 ハイスエンドミル 回転数 2000 rpm 送り 150 mm/min |
||
| 従来使用油剤 | 油性 | ||
| 選定油剤 | SK-7 | ||
| 問題点 | 火災の心配。 | ||
| 結果 | 良好な結果。水溶性化成功。 | ||
| No.7 | 機械 | 縦形MC | |
| 被削材 | SUS3030 | ||
| 加工内容 | 溝入れ加工 | ||
| 工具 | φ0.3ハイスエンドミル 回転数 8000 rpm 切り込み 0.02 mm 切削長 5 mm |
||
| 従来使用油剤 | エマルジョン | ||
| 選定油剤 | SK-7 | ||
| 問題点 | 工具寿命が短い。 | ||
| 結果 | 工具寿命が3~6倍延長した。 | ||
| No.6 | 機械 | MC | |
| 被削材 | アルミ(17S) | ||
| 加工内容 | 通信機部品の外径削り | ||
| 工具 | φ1~5 ハイスドリル φ0.3 ハイスエンドミル | ||
| 従来使用油剤 | 油性(塩素系) | ||
| 選定油剤 | SK-7 | ||
| 問題点 | 水溶性化したい。 | ||
| 結果 | 工具寿命と仕上げ面精度が塩素系の従来油剤と同等。 | ||
| No.5 | 機械 | 門形MC(MAZAC FJV35/80) | |
| 被削材 | SUS403(生) | ||
| 加工内容 | 精密部品の溝入れ | ||
| 工具 | φ32超硬チップエンドミル 周速 150 m/min 送り 0.25 mm/rev |
||
| 従来使用油剤 | エマルジョン | ||
| 選定油剤 | ME-10 | ||
| 問題点 | チッピングが多い。泡が出る。 | ||
| 結果 | 従来の問題を解消。 工具寿命を20%延長、仕上げ面精度が良くなった。 | ||
| No.4 | 機械 | MC(森精機 MV-5000) | |
| 被削材 | SKD-11(生) | ||
| 加工内容 | 治工具部品の切削 | ||
| 工具 | φ6~22 ハイスエンドミル 周速 25 m/min 送り 0.02 mm/1刃 切り込み幅 3 mm |
||
| 従来使用油剤 | アクワオイルME-10S | ||
| 選定油剤 | LB-10N | ||
| 問題点 | 洗浄性を良くしたい。 | ||
| 結果 | 切削性はアクワオイルME-10Sと変わらず良好。切り屑の流れ、エアブローによる切粉離れが良くなった。 | ||
| No.3 | 機械 | MC(森精機 MV-5000) | |
| 被削材 | A5060 | ||
| 加工内容 | 工機部品の切削 | ||
| 工具 | φ10~22エンドミル M3タップ(ピッチ0.5) エンドミル 周速 50 m/min 送り 0.05 mm/1刃 切り込み幅 15mm タップ 回転数 1000 rpm |
||
| 従来使用油剤 | 他社エマルジョン→アクワオイルME-10S | ||
| 選定油剤 | LB-10N | ||
| 問題点 | 切削性を良くしたい。 | ||
| 結果 | 従来油剤はタッピングペーストの塗布が必要であったので生産効率が悪かった。 ME-10Sに切り替えると傷やムシレがなくなり面精度がよくなり、タッピングペーストを塗布しなくても良くなった。更にアクワオイルLB-10Nを試したところ、切削性同等で切り屑の流れ、エアブローによる切粉離れが良くなった。 |
||
| No.2 | 機械 | ラジアルボール盤 | |
| 被削材 | SS400 | ||
| 加工内容 | 熱交換器の穴あけ | ||
| 工具 | φ18ハイスドリル φ19.4超硬リーマ ドリル 350 rpm リーマ 500 rpm |
||
| 従来使用油剤 | 水溶性と油性 | ||
| 選定油剤 | ME-10 | ||
| 問題点 | ドリルは水溶性、リーマは油性を使用していたが面倒である。 | ||
| 結果 | 油性と切削性、工具寿命が同等であった。 | ||
| No.1 | 機械 | 門形MC(オークマ MC-VA) |  |
| 被削材 | S55C(生) | ||
| 加工内容 | モールドベースのエンドミル加工 | ||
| 工具 | φ30ハイスラフィングエンドミル 回転数 170 rpm 取り代 35 mm 切り込み 17.5mm/min 送り 40 mm/min |
||
| 従来使用油剤 | エマルジョン | ||
| 選定油剤 | AF-10 | ||
| 問題点 | 工具寿命が悪い。 | ||
| 結果 | 工具寿命が3倍に延長した。 | ||
|
|
|||